24小时咨询热线:
18836269550
近期相信大家都对“皮带输送机安装与维护”这个话题比较感兴趣,要想知道这个话题答案,那么我们首先要了解一些与之相关的内容,坤威机械的小编精心整理了该话题的相关内容,那么下面就让坤威机械的小编带大家一起了解一下吧!
一、启动和停机输送机一般应在空载的条件下启动。在顺次安装有数台皮带输送机时,应采用可以闭锁的起动装置,以便通过集控室按一定顺序起动和停机。除此之外,为防止突发事故,每台输送机还应设置就地启动或停机的按钮,可以单独停止任意一台。为了防止输送带由于某种原因而被纵向撕裂,当输送机长度超过30m时,沿着输送机全长,应间隔一定距离(如25—30m)安装一个停机按钮。
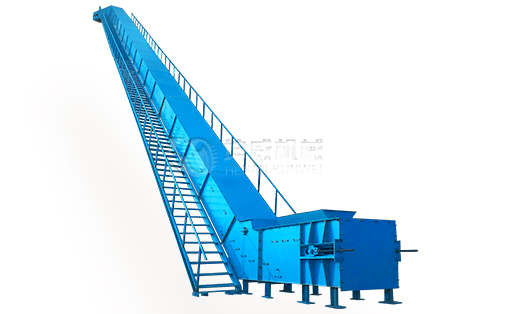
二、皮带输送机的安装皮带输送机的安装一般按下列几个阶段进行。
1.安装皮带输送机的机架机架的安装是从头架开始的,然后顺次安装各节中间架,最后装设尾架。在安装机架之前,首先要在输送机的全长上拉引中心线,因保持输送机的中心线在一直线上是输送带正常运行的重要条件,所以在安装各节机架时,必须对准中心线,同时也要搭架子找平,机架对中心线的允许误差,每米机长为±0.1mm。但在输送机全长上对机架中心的误差不得超过35mm。当全部单节安设并找准之后,可将各单节连接起来。
2.安装驱动装置安装驱动装置时,必须注意使皮带输送机的传动轴与皮带输送机的中心线垂直,使驱动滚筒的宽度的中央与输送机的中心线重合,减速器的轴线与传动轴线平行。同时,所有轴和滚筒都应找平。轴的水平误差,根据输送机的宽窄,允许在0.5—1.5mm的范围内。在安装驱动装置的同时,可以安装尾轮等拉紧装置,拉紧装置的滚筒轴线,应与皮带输送机的中心线垂直。
3.安装托辊在机架、传动装置和拉紧装置安装之后,可以安装上下托辊的托辊架,使输送带具有缓慢变向的弯弧,弯转段的托滚架间距为正常托辊架间距的1/2~1/3。托辊安装后,应使其回转灵活轻快。
4.皮带输送机的最后找准为保证输送带始终在托辊和滚筒的中心线上运行,安装托辊、机架和滚筒时,必须满足下列要求:
1)所有托辊必须排成行、互相平行,并保持横向水平。
2)所有的滚筒排成行,互相平行。
3)支承结构架必须呈直线,而且保持横向水平。为此,在驱动滚筒及托辊架安装以后,应该对输送机的中心线和水平作最后找正。
5.然后将机架固定在基础或楼板上。皮带输送机固定以后,可装设给料和卸料装置。
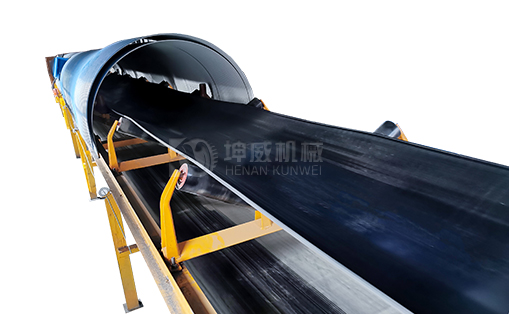
6.挂设输送带挂设输送带时,先将输送带带条铺在空载段的托辊上,围抱驱动滚筒之后,再敷在重载段的托辊上。挂设带条可使用0.5—1.5t的手摇绞车。在拉紧带条进行连接时,应将拉紧装置的滚筒移到极限位置,对小车及螺旋式拉紧装置要向传动装置方向拉移;而垂直式捡紧装置要使滚筒移到最上方。在拉紧输送带以前,应安装好减速器和电动机,倾斜式输送机要装好制动装置。
7.皮带输送机安装后,需要进行空转试机。在空转试机中,要注意输送带运行中有无跑偏现象、驱动部分的运转温度、托辊运转中的活动情况、清扫装置和导料板与输送带表面的接触严密程度等,同时要进行必要的调整,各部件都正常后才可以进行带负载运转试机。如果采用螺旋式拉紧装置,在带负荷运转试机时,还要对其松紧度再进行一次调整。
三、皮带输送机的维护为了保证皮带输送机运转可靠,最主要的是及时发现和排除可能发生的故障。为此操作人员必须随时观察运输机的工作情况,如发现异常应及时处理。机械工人应定期巡视和检查任何需要注意的情况或部件,这是很重要的。例如一个托辊,并不显得十分重要,但输送磨损物料的高速输送带可能很快把它的外壳磨穿,出现一个刀刃,这个刀刃就可能严重地损坏一条价格昂贵的输送带。受过训练的工人或有经验的工作人员能及时发现即将发生的事故,并防患于未然。皮带输送机的输送带在整个输送机成本里占相当大的比重。为了减少更换和维修输送带的费用,必须重视对操作人员和维修人员进行输送带的运行和维修知识的培训。
1.皮带输送机在工作过程中应有固定人员看管。看管人员必须是具有一般技术常识及对本输送机的性能比较熟悉。
2.企业应制定输送机应“设备维护、检修、安全操作规程”以便看管人员遵守。看管人员必须有交接班制度。
3.向皮带输送机给料应该均匀,不得给料过多而使进料漏斗被物料塞满而溢出。
4.输送机工作过程中,非看管人员不得靠近机器,任何人员不得触摸任何旋转部件。发生故障时,必须立即停止运转,消除故障。如有不易立即消除但对工作无过大影响的缺陷,应作记载,待检修时消除。
5.看管输送机时,应经常观察各部件的运行情况,检查各处连接螺栓,发现松动及时拧紧。但绝对禁止输送机运转时,对输送机的运转部件进行清扫和修理。
6.尾部装配的螺旋拉紧装置应调整适宜,保持输送带具有正常工作的拉力。看管人员应经常观察输送带的工作情况,局部损坏的地方,应视其破损程度(既是否对生产造成影响)而决定是否立即更换或待检修时更换新的。对拆下的输送带应视其磨损程度而另作它用。
7.看管皮带输送机时在于观察其工作状态、清扫、润滑以及检查调整螺旋拉紧装置等零星工作。
8.皮带输送机一般情况下应在无负荷时起动,在物料卸完后停车。
9.输送机除在使用过程中保持正常的润滑和拆换个别损坏的零部件外,每工作6个月必须全面检修一次。检修时必须消除在使用中及记载的缺陷,拆换损废零部件及更换润滑油等。
10.企业可根据输送机的工作条件制定检修周期。
安装安装顺序带式输送机一般按下列顺序进行安装:基础验收-测量复查-头架、尾架-中间架、漏斗-传动滚筒、改向滚筒-驱动装置-上、下托辊-胶带胶接-导料挡板、卸料装置、清扫器、止动器-拉紧装置调整-安全防护装置-试运转。
安装要点带式输送机运行中最常见的故障是胶带跑偏,大多是由于安装中心线不直、滚筒轴心线同输送机中心线不垂直、托辊轴线同胶带中心线不垂直、胶带接头不直等原因而引起。为保证安装质量,应做到以下几点:⑴头架、尾架中心线与输送机纵向中心线应重合,公差为3mm。⑵滚筒横向中心线与输送机纵向中心线应重合,公差为2mm;滚筒轴心线与输送机纵向中心线应垂直,公差为2/1000;滚筒上母线的水平度公差为0.5/1000,可用垫板在支架处调整。⑶托辊横向中心线与输送机纵向中心线应重合,公差为3mm。⑷胶带胶接头两侧边缘要保持呈一条直线。输送机无负荷试运转2h,运转中输送带应不打滑、不跑偏、运行平稳,运动部件与机体应无摩擦和撞击现象。
以上就是坤威机械为大家整理《皮带输送机安装与维护》的全部内容了,(以上内容仅供参考,具体情况需要具体分析,并不适用于所有现场。如有问题概不负责。)如果想了解更多关于输送机的知识,请拨打我们的电话进行联系吧
本文标题:皮带输送机安装与维护
本文作者:河南坤威机械制造有限公司