近期相信大家都对“怎么提高皮带输送机的使用效率?”这个话题比较感兴趣,要想知道这个话题答案,那么我们首先要了解一些与之相关的内容,坤威机械的小编精心整理了该话题的相关内容,那么下面就让坤威机械的小编带大家一起了解一下吧!
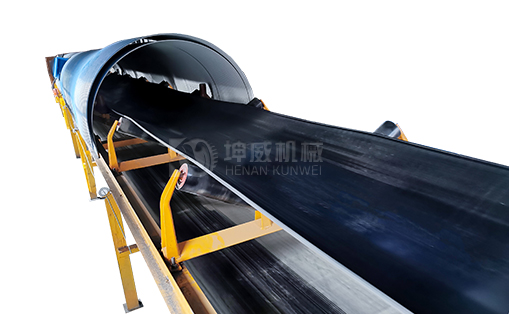
皮带输送机是一种高效的输送设备,更是煤矿最理想的输送设备。它的输送距离长,输送量大等这些优点决定了它的自动化和集中化控制,
皮带输送机已经是一款机电一体化技术与装备的关键设备。尤其是对高产高效的煤矿。而且
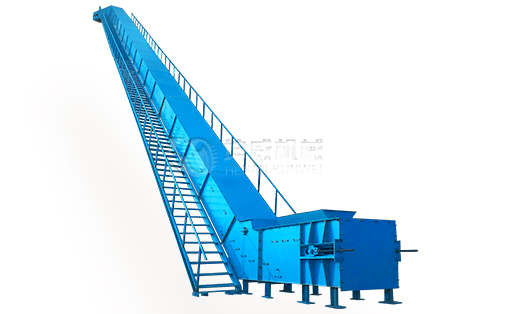
皮带机机身可以很方便的伸缩,设有储带仓,结构简单方便拆装,机尾可随采煤工作面的推进伸长或缩短,结构紧凑,可不设基础,直接在巷道底板上铺设,机架轻巧,拆装十分方便。当输送能力和运距较大时,可配中间驱动装置来满足要求。
皮带输送机需要在螺旋正式安装之前20天浇灌完成,必须将那些在运输途中或卸箱时粘上的尘垢的机件加以清洗。相邻机壳法兰面应接连平整、密和,机壳内表面接头处错位偏差不超过2毫米。机壳法兰间允许垫石棉带调整机壳和螺旋体长度的积累误差。
皮带输送机作业时,通常应当首先考虑转载点处上下两条
皮带机的相对高度。相对高度越低,物料的水平速度分量越大,对下层皮带的侧向冲击力越大,同时物料也很难居中。使在输送带横断面上的物料偏斜,冲击力的水平分力最终导致皮带跑偏。
皮带输送机的头部驱动滚筒或尾部改向滚筒的轴线与输送机中心线不垂直,造成输送带在头部滚筒或尾部改向滚筒处跑偏。对于头部滚筒如输送带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,输送带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
皮带输送机的滚筒外表面加工误差、粘料或磨损不均造成直径大小不一,输送带会向直径较大的一侧跑偏对于这种情况,解决的方法就是清理干净滚筒表面粘料,加工误差和磨损不均的就要更换下来重新加工包胶处理。